


Бөлүкчөлөрдүн катуулугу - ар бир тоют компаниясы чоң көңүл бурган сапат көрсөткүчтөрүнүн бири. Мал жана канаттуулардын тоюттарында жогорку катуулук даамдын начарлашына, тоюттун азайышына жана ал тургай эмчек эмизген чочколордо ооз көңдөйүндө жаралардын пайда болушуна алып келет. Бирок, эгерде катуулугу төмөн болсо, порошоктун курамы жогорулайт. Чоң, айрыкча орто жана чоң чочко жана орто өрдөк тоютунун гранул тоютунун төмөн катуулугу тоютту сорттоо сыяктуу жагымсыз сапат факторлоруна алып келет. Тоюттун катуулугу сапат стандарттарына жооп берерин кантип камсыз кылуу керек? Тоют продуктунун катуулугу, тоют формуласын тууралоодон тышкары, тоют өндүрүү. Кайра иштетүү технологиясы гранул тоютунун катуулугуна чечүүчү таасир этет.
1. Майдалоо процессинин бөлүкчөлөрдүн катуулугуна тийгизген таасири.
Майдалоо процессиндеги бөлүкчөлөрдүн катуулугунда чечүүчү ролду ойногон фактор - бул чийки заттын майдалоочу бөлүкчөлөрүнүн өлчөмү: Жалпысынан алганда, чийки заттын майдалоочу бөлүкчөлөрүнүн өлчөмү канчалык майда болсо, кондициялоо процессинде крахмалдын желатиндешүүсү ошончолук оңой болот жана гранулдарда байланыштыруучу таасир күчтүү болот. Аны сындыруу канчалык кыйын болсо, катуулугу ошончолук жогору болот. Чыныгы өндүрүштө майдалоочу бөлүкчөлөрдүн өлчөмүнө коюлган талаптар ар кандай жаныбарлардын өндүрүштүк көрсөткүчтөрүнө жана шакекче калыптын тешиктеринин өлчөмүнө жараша тиешелүү түрдө туураланышы керек.


2. Бөлүкчөлөрдүн катуулугуна үйлөө процессинин таасири
Чийки затты үйлөмө иштетүү аркылуу чийки заттагы токсиндерди алып салууга, бактерияларды өлтүрүүгө, зыяндуу заттарды жок кылууга, чийки заттагы белокторду денатурациялоого жана крахмалды толугу менен желатиндештирүүгө болот. Учурда үйлөмө чийки зат негизинен жогорку сапаттагы эмчек эмизүүчү чочко тоютун жана атайын суу азыктарынын тоютун өндүрүүдө колдонулат. Атайын суу азыктары үчүн, чийки зат үйлөмөдөн кийин крахмалдын желатиндешүү даражасы жогорулайт жана пайда болгон бөлүкчөлөрдүн катуулугу да жогорулайт, бул суудагы бөлүкчөлөрдүн туруктуулугун жакшыртууга пайдалуу. Эмүүчү чочко тоюту үчүн бөлүкчөлөр кытырак жана өтө катуу болбошу керек, бул эмчек эмизүүчү чочколорду багуу үчүн пайдалуу. Бирок, үйлөмө эмизүүчү чочко гранулдарында крахмалдын желатиндешүү даражасы жогору болгондуктан, тоют гранулдарынын катуулугу да салыштырмалуу чоң.
3. Май куюу процессинин тоюттун катуулугуна тийгизген таасирин кошуңуз.
Чийки заттарды аралаштыруу ар кандай бөлүкчөлөрдүн өлчөмүндөгү компоненттердин бирдейлигин жакшырта алат, бул бөлүкчөлөрдүн катуулугун негизинен бирдей сактоого жана продукциянын сапатын жакшыртууга пайдалуу. Катуу гранул тоюттарын өндүрүүдө аралаштыргычка 1% дан 2% га чейин нымдуулук кошуу гранул тоютунун туруктуулугун жана катуулугун жакшыртууга жардам берет. Бирок, нымдуулуктун көбөйүшү бөлүкчөлөрдүн кургашына жана муздатылышына терс таасирин тийгизет. Бул ошондой эле продукцияны сактоого өбөлгө түзбөйт. Нымдуу гранул тоюттарын өндүрүүдө порошокко 20% дан 30% га чейин нымдуулук кошууга болот. Аралаштыруу процессинде кондициялоо процессине караганда 10% нымдуулук кошуу оңой. Нымдуулугу жогору материалдардан пайда болгон гранулдардын катуулугу төмөн, нымдуу жана жумшак, даамы жакшы. Мындай нымдуу гранул тоюттарын ири көлөмдөгү асыл тукум ишканаларында колдонсо болот. Нымдуу гранулдарды сактоо, адатта, кыйын жана аларды өндүрүштөн кийин дароо берүү талап кылынат. Аралаштыруу процессинде май кошуу - тоют өндүрүү цехтеринде кеңири колдонулган май кошуу процесси. Майдын 1% дан 2% га чейин кошулушу бөлүкчөлөрдүн катуулугун төмөндөтүүгө анчалык деле таасир этпейт, ал эми 3% дан 4% га чейин май кошуу бөлүкчөлөрдүн катуулугун бир топ төмөндөтүшү мүмкүн.
4. Буу менен кондициялоонун бөлүкчөлөрдүн катуулугуна тийгизген таасири.
Буу менен кондициялоо гранул тоюттарын иштетүүдөгү негизги процесс болуп саналат жана кондициялоо эффектиси гранулдардын ички түзүлүшүнө жана сырткы көрүнүшүнүн сапатына түздөн-түз таасир этет. Буунун сапаты жана кондициялоо убактысы кондициялоо эффектине таасир этүүчү эки маанилүү фактор болуп саналат. Жогорку сапаттагы кургак жана каныккан буу материалдын температурасын жогорулатуу жана крахмалды желатиндештирүү үчүн көбүрөөк жылуулук бере алат. Кондициялоо убактысы канчалык узак болсо, крахмалдын желатиндешүү даражасы ошончолук жогору болот. Мааниси канчалык жогору болсо, калыптангандан кийин бөлүкчөлөрдүн түзүлүшү ошончолук тыгыз болот, туруктуулук ошончолук жакшы болот жана катуулугу ошончолук жогору болот. Балык тоюттары үчүн, кондициялоо температурасын жогорулатуу жана кондициялоо убактысын узартуу үчүн, адатта, кондициялоо үчүн эки катмарлуу же көп катмарлуу кабыктар колдонулат. Бул суудагы балык тоютунун бөлүкчөлөрүнүн туруктуулугун жакшыртууга көбүрөөк өбөлгө түзөт жана бөлүкчөлөрдүн катуулугу да ошого жараша жогорулайт.
5. Шакекче формасындагы штамптын бөлүкчөлөрдүн катуулугуна тийгизген таасири.
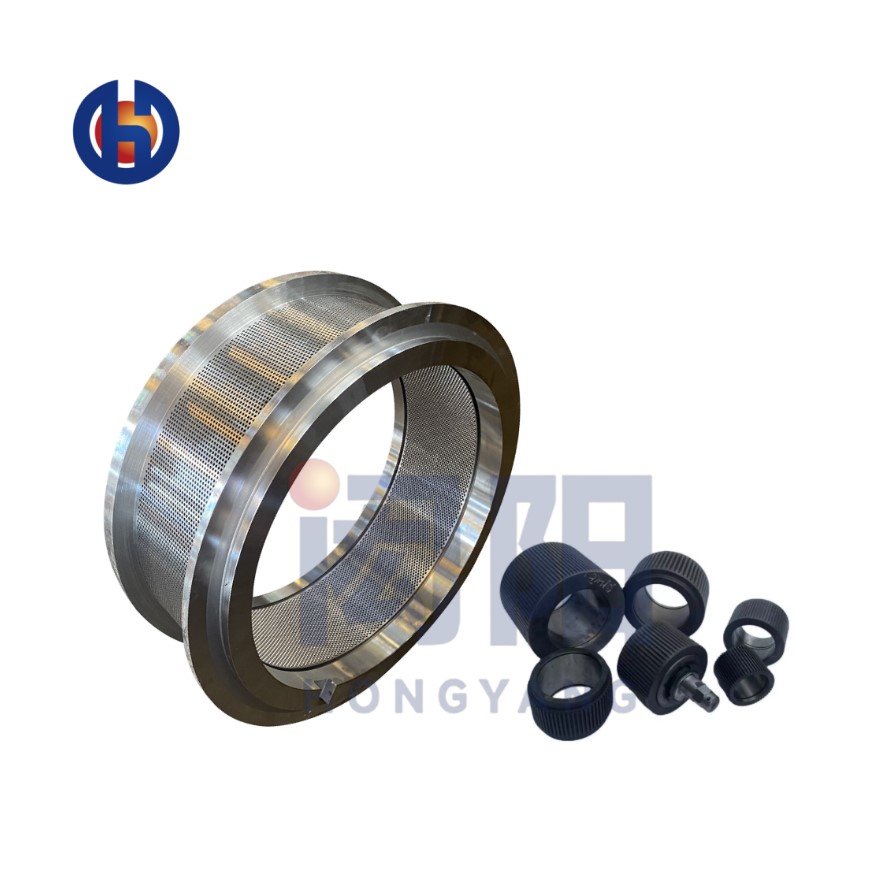
Тоют гранул тегирменинин шакекче калыбынын тешикчеси жана кысуу катышы сыяктуу техникалык параметрлер гранулдардын катуулугуна таасир этет. Бир эле тешикчеси бар, бирок ар кандай кысуу катыштары бар шакекче калыбынан пайда болгон гранулдардын катуулугу кысуу катышы жогорулаган сайын бир топ жогорулайт. Ылайыктуу кысуу катышы бар шакекче калыбын тандоо ылайыктуу катуулуктагы бөлүкчөлөрдү пайда кыла алат. Бөлүкчөлөрдүн узундугу бөлүкчөлөрдүн басым көтөрүү жөндөмүнө олуттуу таасир этет. Бирдей диаметрдеги бөлүкчөлөр үчүн, эгерде бөлүкчөлөрдө эч кандай кемчиликтер жок болсо, бөлүкчөнүн узундугу канчалык узун болсо, өлчөнгөн катуулук ошончолук чоң болот. Тийиштүү бөлүкчөнүн узундугун сактоо үчүн кескичтин абалын тууралоо бөлүкчөлөрдүн катуулугун негизинен бирдей сактай алат. Бөлүкчөлөрдүн диаметри жана кесилиш формасы да бөлүкчөлөрдүн катуулугуна белгилүү бир таасирин тийгизет. Мындан тышкары, шакекче калыбынын материалы да гранулдардын сырткы көрүнүшүнүн сапатына жана катуулугуна белгилүү бир таасирин тийгизет. Кадимки болот шакекче калыбынан жана дат баспас болоттон жасалган шакекче калыбынан өндүрүлгөн гранул тоютунун ортосунда айкын айырмачылыктар бар.
6. Чачыратмадан кийинки процесстин бөлүкчөлөрдүн катуулугуна тийгизген таасири.
Тоют азыктарын сактоо мөөнөтүн узартуу жана белгилүү бир убакыттын ичинде продукциянын сапатын жакшыртуу үчүн тоют бөлүкчөлөрүн кургатуу жана муздатуу менен иштетүү зарыл. Бөлүкчөлөрдүн катуулугун өлчөө сыноосунда, бир эле продуктунун бөлүкчөлөрүнүн катуулугун ар кандай муздатуу убактысы менен бир нече жолу өлчөө менен, катуулугу төмөн бөлүкчөлөр муздатуу убактысына олуттуу таасир этпей тургандыгы, ал эми катуулугу жогору бөлүкчөлөр муздатуу убактысы менен көбөйө тургандыгы аныкталды. Убакыттын өтүшү менен бөлүкчөлөрдүн катуулугу төмөндөйт. Бул бөлүкчөлөрдүн ичиндеги суу жоголгон сайын бөлүкчөлөрдүн морттугу жогорулап, бөлүкчөлөрдүн катуулугуна таасир эткендиктен болушу мүмкүн. Ошол эле учурда, бөлүкчөлөр чоң аба көлөмү менен тез муздатылгандан жана кичинекей аба көлөмү менен жай муздатылгандан кийин, биринчисинин катуулугу экинчисине караганда төмөн болуп, бөлүкчөлөрдүн бетиндеги жаракалар көбөйгөнү аныкталды. Ошондой эле, чоң катуу бөлүкчөлөрдү майда бөлүкчөлөргө майдалоо бөлүкчөлөрдүн катуулугун бир топ төмөндөтө аларын белгилей кетүү керек.
Жарыяланган убактысы: 2024-жылдын 14-марты








